






SOLUKON
自動デパウダリングプロセスにおける圧電励振の効果:医療用3Dプリント部品のケース
3D ADEPT MEDIAによって編集されたユースケースストーリーは、SFM-AT350-Eにおける新しい超音波励振方式を調査しています。
Solukonの中核的な専門性は、依然としてAM(積層造形)向けの自動デパウダリングです。本記事では、デパウダリングテストは同社の最新システムであるSFM-AT350-E(最大60kgの中型部品向け)で実施され、医療および歯科分野にAMを活用する技術移転センターであるスイスのm4mセンターとの協力により行われました。AM技術の支持者として、私たちはSwiss m4mのAMにおける取り組みをその初期から追い続けてきました。
医療用3Dプリント部品のビルドプレートを用いたデパウダリングテストに関する主要な知見
自動デパウダリング装置があなたの(医療用)3Dプリント部品にとって適切であると判断した後、次のステップは非常にストレスのかかるものとなり得ます:製品と作業者の安全を確保し、製品不良のリスクを低減し、そして最も重要な点として業界標準に適合する装置を購入するという正しい意思決定を行うことです。そのため、別の記事では自動粉末除去システムにおける必須の技術的特徴について議論しました。問題は、市場が進展するにつれて新しい機能がより多く開発され、顧客の要求がより複雑かつ厳格になる点にあります。この段階において、デパウダリングテストから得られる包括的な経験は、ある装置を他の装置より優位にする判断材料となり、特定の業界または用途における認証を確認するのに役立つ可能性があります。 このようなテストがどのように実施されるかを理解するために、私たちはSolukon Maschinenbau GmbHに少し異例の依頼を行いました:医療およびヘルスケア分野で活動する顧客のために実施されたデパウダリングテストに関する知見を共有してほしいというものです。
最新のSFM-AT350-Eおよびテストの中心となる用途に関する知見
金属3Dプリント部品向けに設計されたSFM-AT350-Eは、自動デパウダリング装置SFM-AT350の特別バージョンです。2023年のFormnextで公開されたこの新しい装置には、3つの主要なアップグレードが含まれています:インテリジェントなSPR-Pathfinder®デパウダリングソフトウェアとの完全互換性、Digital-Factory-Toolの機能強化、そして圧電励振です。SPR-Pathfinder®デパウダリングソフトウェアおよびDigital-Factory-Toolは現在、Solukonのデパウダリングシステムのよく知られた機能であり、標準のSFM-AT350装置でも利用可能ですが、圧電励振ツールは依然としてこの分野における独自かつ特別なソリューションとして多くのユーザーにとって興味深い存在であり続けています。発表時にSolukonは、励振が自動デパウダリングシステムの回転テーブル上で直接発生し、それにより部品を最適な振動範囲へ高精度で移動させることが可能になると説明しました。電子的励振の高周波は、部品にとって有害な固有振動数よりもはるかに高いものです。周波数が常に自己制御・調整されるため、共振周波数を励起して繊細な構造を損傷するリスクは回避されます。このテストは、Swiss m4mが提供した複数の医療用3Dプリント部品(股関節カップ、脊椎ケージ、医療機器)を用いて実施されました。「股関節カップは非常に典型的な用途です。特徴的な格子構造は組織の成長を可能にします。また、脊椎の不安定性(例:椎間板ヘルニア)の場合に脊椎を固定するための脊椎ケージもあります。医療機器はウェットルーム試験用のプロトタイプとして使用されます。多くの長く狭いチャネルを持つ複雑なサポート構造は、デパウダリングが最も困難です」と、Swiss m4MのプロジェクトマネージャーであるMarco Fluryは説明しています。以下でご覧いただくように、Swiss m4mはこれらの部品に関するさまざまなデータをSolukonに提供しました。全体として、このテストにより、これらの用途において考慮すべき特定の事項および圧電励振ツールに関連する主要な仕様が特定されました。

The SFM-AT350-E with piezoelectric excitation.
圧電励振を備えたSFM-AT350-E。
デパウダリングテスト:6つの主要ステップ
Solukonのプロセス開発エンジニアであるHemank Rajによると、デパウダリングテストでは、装置データの評価、部品データの評価、洗浄前の目視検査、洗浄工程の実施、洗浄結果の評価、および洗浄後の目視検査の実施が必要です。
1. 装置データに関しては、テストで使用された合金は反応性材料として分類されていない点に注意することが重要です。このプロセスは非不活性雰囲気で実施されました。
2. 部品データに関して、Swiss m4mは部品寸法(W x D x H)、ビルドプレート、ビルドプレートの厚さ、重量(ビルドプレートを含む)、穴パターン、および材料に関する情報を共有しました。数値は以下の通りです:
| 部品寸法 | 格子構造を持つØ60mmの股関節カップ(孔径0.3~0.9mm) 23 x 10 x 10 mmの脊椎ケージ(孔径0.3~0.9mm) <最も高い部品は医療機器であり、Z方向の高さ約70mmで、複雑な支持構造(最小径1mm未満)を有しています。 |
| ビルドプレート | 円形ビルドプレート;TruPrint 2000 直径 204 mm 厚さ 23 mm |
| ビルドプレートを含む重量 約 | 13kg |
| 材料 ステン | レス鋼 17-4 PH |
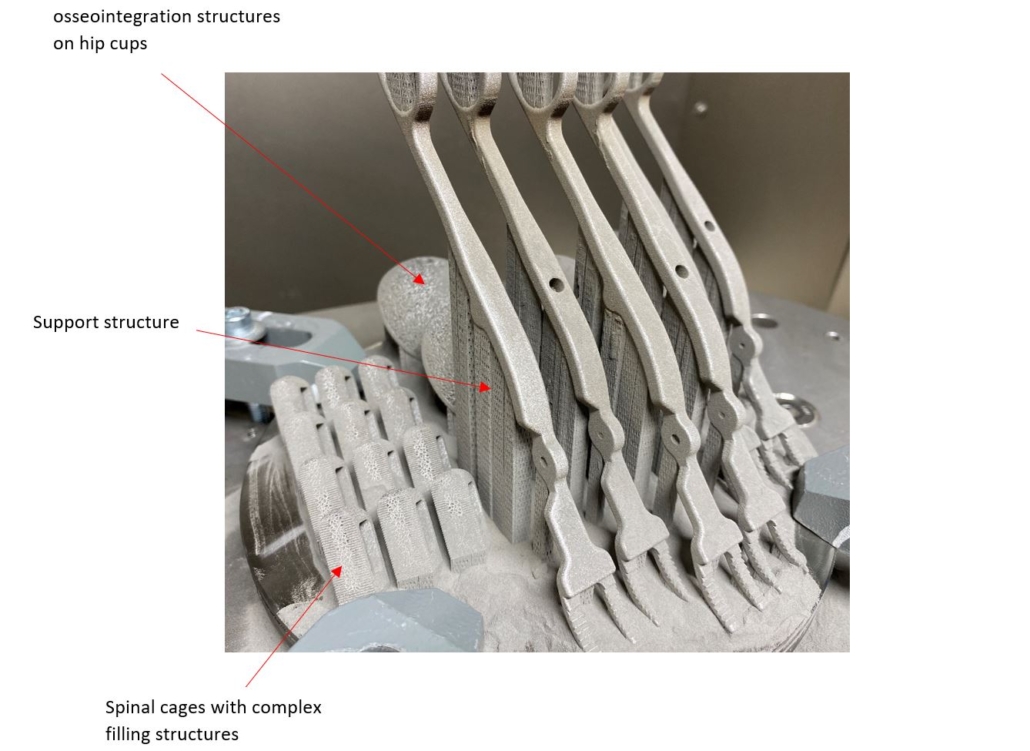
凡例:デパウダリングが最も困難な部分は上図で示された領域です。
3.目視検査の結果、損傷は見られず、ビルドプレート上にも粉末の塊は確認されませんでした。これは材料が湿気吸収に耐えられることを意味します。しかし、部品の構造内部は完全に粉末で満たされているように見えました。
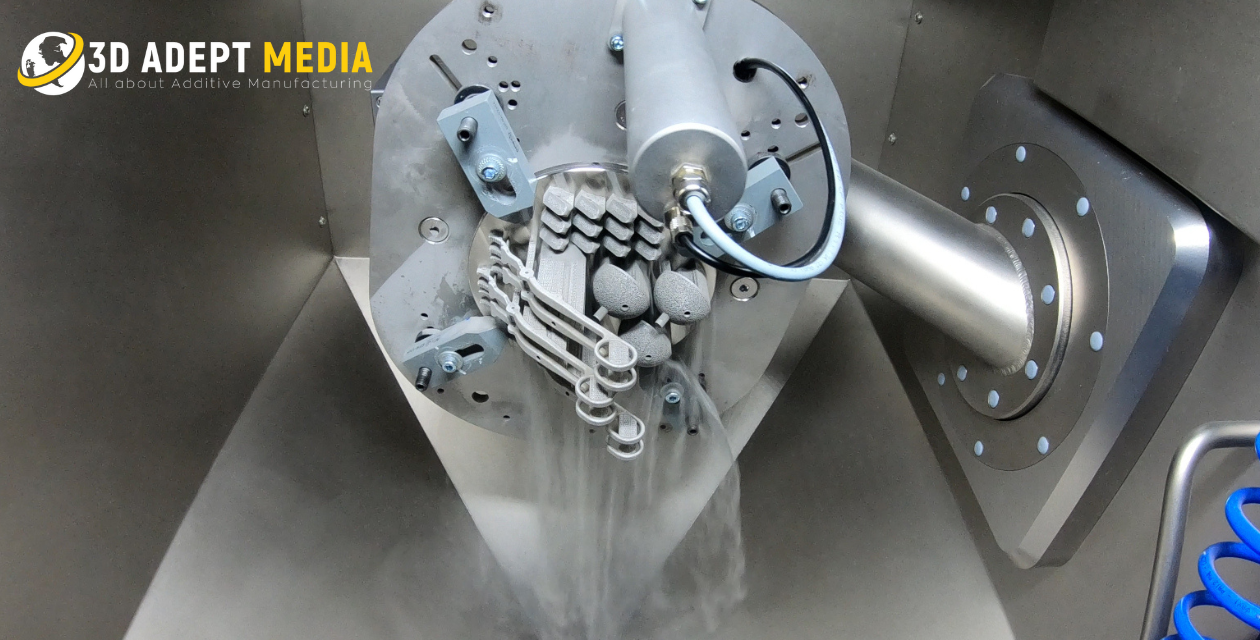
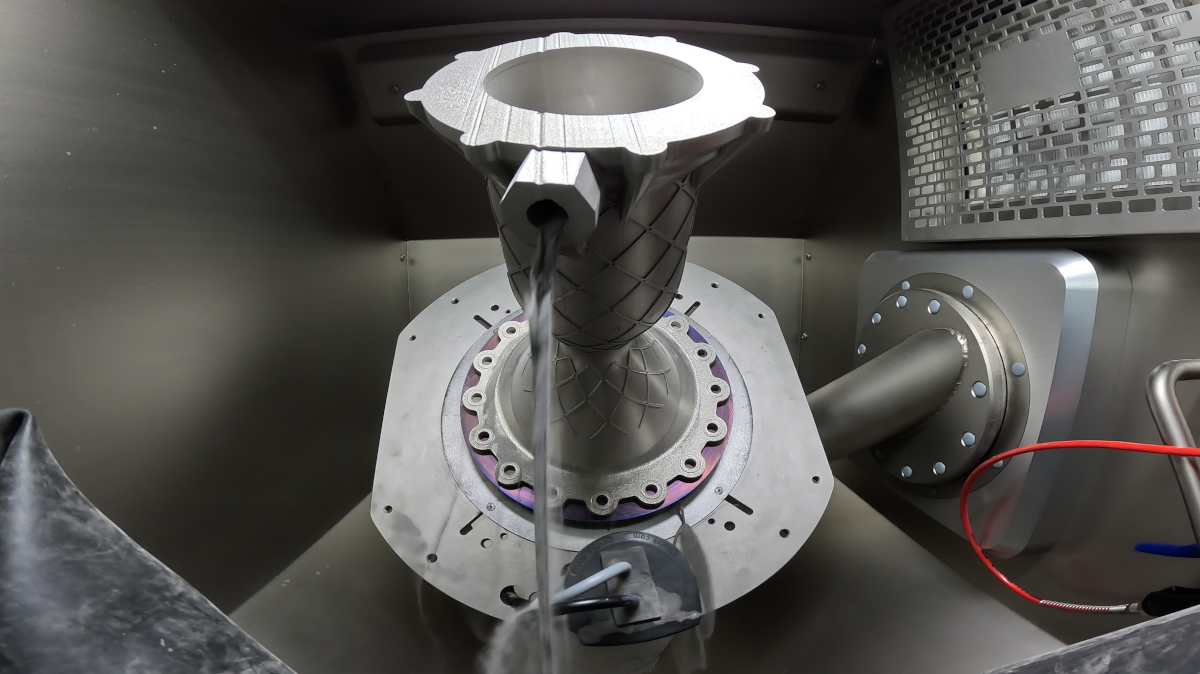
4. 洗浄工程中、ビルドプレートは4つのクランプを使用して回転プレートに固定されました。この工程の各段階は適切に時間設定されており、部品のロードから自動モードでの洗浄、エアガンによる洗浄、結果確認、アンロードまで、約17.5分を要します。空気圧励振に基づくデパウダリング工程に精通している人にとって、洗浄ステップは超音波ベースのデパウダリング工程と類似している点に注意が必要です。しかしRajは一つの重要な利点に注目しました:「励振パラメータを設定する必要はありません。なぜなら、デパウダリングシステムが自動的に最適な励振(=自己調整周波数)を設定するためです。さらに、このプロセスは最大53.6dBの音量(参考:通常の会話=60dB)で実施され、非常に静かです。超音波励振によるプロセスは、圧縮空気消費が最小限で済みます。」 (なお、技術的特徴として、空気圧励振に基づくデパウダリング工程には粉末の塊を分解するためのプログラム可能な高周波ノッカーが備わっており、SPR技術は回転と振動の組み合わせを統合しています。)
上述の通り、このテストは圧電励振ツールが3Dプリント部品を超高周波で励振することを確認しました。Rajによると、この加速度は非常に大きい一方で振幅は最小限です。この周波数での加速度により、粉末は付着力を失い(文字通り「足元の地面を失う」)、表面から滑り落ちます。チームは、SFM-AT350-Eが繊細で脆弱な構造に対する理想的なデパウダリング装置であることを確認しました。さらに、「Digital-Factory-Toolにより、装置チャンバー内の温度、湿度、および顧客指定のすべての設定値など、関連するすべてのデパウダリングデータにアクセスできます。これはMedTechのようなデータ重視の産業にとって極めて重要です」とRajは付け加えています。
5. 洗浄工程の後、チームは目視検査および圧縮空気を部品の開口部に吹き込むことで洗浄結果を確認しました。複雑な構造内部に粉末残留物は確認されなかっただけでなく、部品表面を覆っていた粉末も吹き飛ばしによって除去されました。しかし、複雑な構造内部に残る可能性のある微量の粉末残留物を防ぐため、3Dプリント部品の使用前または次工程の前に最終洗浄(超音波洗浄)を実施することを推奨しています。合計で、Swiss m4mのFluryは本テストから 977グラムの粉末を回収しました。
6. 最後に、目視検査により損傷および残留粉末は確認されませんでしたすべての部品は依然として基板プレートにしっかりと固定されていました。

Swiss m4MのプロジェクトマネージャーMarco FluryおよびSolukonのプロセス開発エンジニアHemank Raj
結論
まず第一に、本記事で示されている時間および数値は、このテストの一環として実施された医療用3Dプリント部品のデパウダリングプロセスにのみ適用されるものであることを認識することが重要です。これは、オペレーターがデパウダリングを行う各3Dプリント部品のデータおよび仕様に十分注意する必要があることを意味します。最終的に、SFM-AT350-Eおよびその圧電励振ツールは従来の空気圧励振によるデパウダリングと比較して利点を示していますが、他の産業または他の医療用途で製造された3Dプリント部品に対してはいくつかの違いが見られる可能性があります。例えば、Rajは次のように述べています。「タービンやノッカーによる空気圧励振と比較して、加速度および周波数は何倍も高く、振幅ははるかに低いです。(これが励振中に部品の振動や動きが見られない理由です。)励振周波数は30kHzから38kHzの間です。これは、部品の固有振動数を大きく上回っていることを意味します。これにより、共振周波数での振動および損傷を防ぎます。」
低騒音のデパウダリングプロセスを実現する能力、自己調整型励振モード、圧縮空気消費の最小化という点において、本テストは医療製造環境における認証の観点でこの自動デパウダリング装置の強みを示しています。さらに、Digital-Factory-ToolおよびSPR-Pathfinder®ソフトウェアはオプションツールであるにもかかわらず、この装置の性能を最大限に引き出す上で非常に有用です。「特別に開発された技術により、SFM-AT350-Eのターンテーブルを無限回転させることが可能となり、SPR-Pathfinderソフトウェアの無制限な使用が実現しました」と、SolukonのCEO/CTOであるAndreas Hartmannは述べています。
Marco Flury – Swiss m4M プロジェクトマネージャーHemank Raj – Solukon プロセス開発エンジニア
3D Adept Mag にアクセス




{kind=link}
{kind=link}
{kind=link}
{kind=link}