






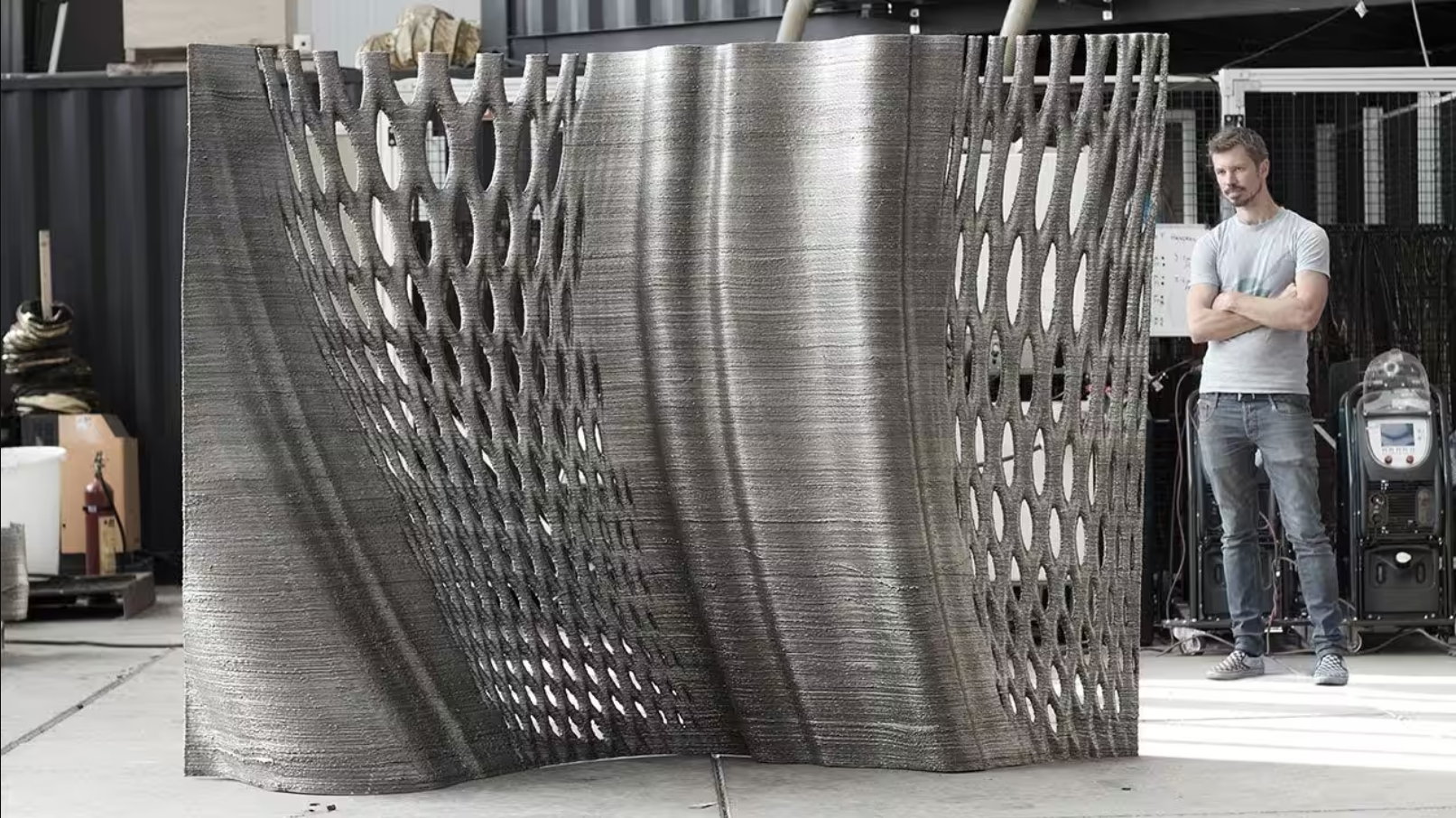
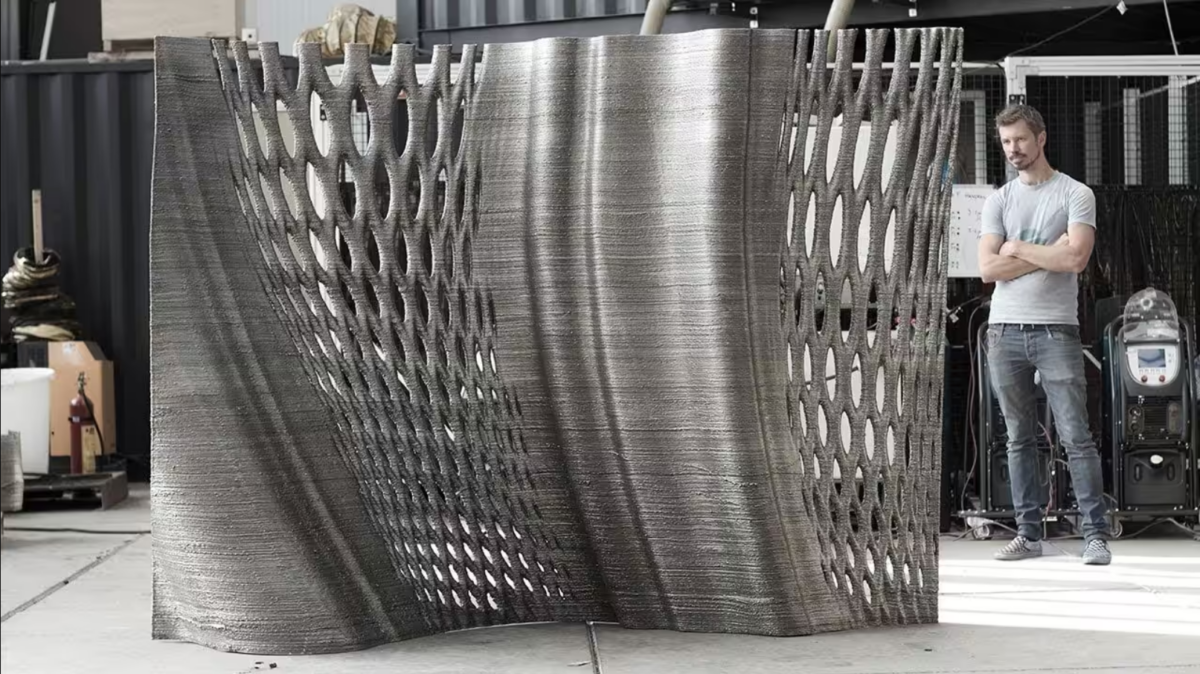
エネルギー、海事、防衛、航空宇宙といった重工業分野では、製造部品の構造的完全性は絶対条件です。ワイヤ・アーク積層造形(WAAM)は数メートル規模の大型部品を製造する主要なソリューションとして登場していますが、これらの大型部品を実運用に投入するには品質の明確な証明が必要です。体積欠陥、表面割れ、内部異常は、高負荷条件下で部品性能を損なう可能性があります。
非破壊検査は、これらの部品を認証するための主要な手段であり、物理的な部品を変更したり損傷させることなく国際的な製造規格への適合を保証します。本ガイドでは、ワイヤベース金属プリント特有の検査課題を分析し、主要な検査手法を評価し、厳格な検査ワークフローを実行するためのフレームワークを確立します。
RAW WAAM形状の検査における課題
ロボットワイヤ・アーク積層によって製造された部品の検査には、従来の鋳造、鍛造、または切削加工では存在しない冶金的および幾何学的な変数が伴います。これらの課題を理解することは、適切な検査戦略を選定する上で不可欠です。
表面トポロジーとうねり
ワイヤ・アーク部品の造形直後の表面は、重なり合った溶接ビードで構成されています。この特徴的な表面のうねりは、標準的な接触式検査手法にとって大きな障害となります。例えば超音波トランスデューサは、適切な音響結合を維持するために平滑な表面を必要とします。粗い表面は音響エネルギーを散乱させ信号を歪めるため、誤検出(false positive)を引き起こしたり、深部の内部欠陥を完全に覆い隠してしまう可能性があります。
異方性結晶構造
堆積の層ごとの熱サイクルは、非常に複雑な微細組織を形成します。後続の層が以前のビード上で溶融されることで、金属は方向性凝固を起こし、その結果、大きく異方的な柱状デンドライト結晶粒が形成されます。
ステンレス鋼、デュプレックス鋼、ニッケル合金では、これらの大きな結晶粒が高い音響減衰を引き起こします。音波が材料内部を伝播する際、結晶粒界で散乱され、この現象はレイリー散乱(Rayleigh scattering)として知られています。これにより、超音波検査における信号対雑音比(SNR)が大幅に低下します。
ワイヤ供給方式システム特有の欠陥分類
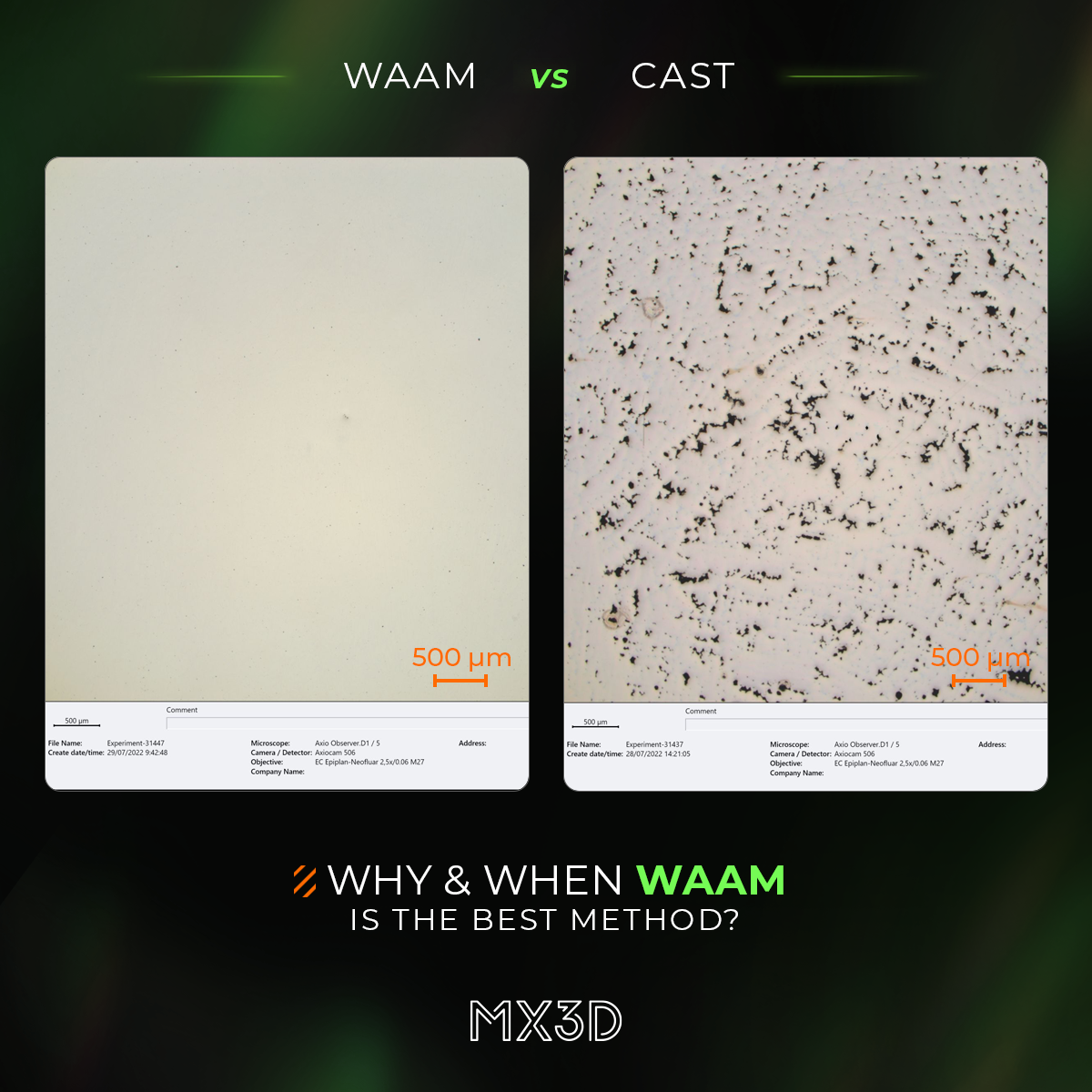
技術者は、粉末床プロセスとは異なる特定の欠陥プロファイルを検査する必要があります。体積欠陥には、汚染されたシールドガスによって発生する球状ガスポロシティ、隣接ビード間の溶融不足(lack of fusion)、および過度な熱蓄積によって引き起こされるパス間割れが含まれます。また、プロセスパラメータが逸脱した場合には、凝固割れ(solidification cracking)や層境界に沿ったデラミネーションといった線状欠陥も発生する可能性があります。
大型金属3Dプリンティングのための主要な非破壊検査(NDT)手法
堅牢な認証戦略は、通常、相補的な複数の非破壊検査手法の組み合わせを活用します。各プロセスは、部品が造形直後の状態にあるか、あるいは最終加工を受けているかによって、それぞれ異なる検査能力を提供します。
目視検査
目視検査は初期防御手段として機能し、自動造形プロセスの最中および完了後の両方で実施されます。技術者は、アンダーカット、目視可能なパス間割れ、表面ポロシティ、深刻な形状歪みなどの明らかな表面開口欠陥を確認します。
最新の自動化システムでは、光学センサーや高解像度カメラを統合してインライン目視検査を実施することが多く、次の層が堆積される前に形状の変化を検出します。
フェーズドアレイ超音波探傷検査
フェーズドアレイ超音波探傷検査は、厚肉部材内部の体積欠陥を特定するためのゴールドスタンダードとされています。従来の単一素子トランスデューサとは異なり、フェーズドアレイシステムは複数の小型素子のアレイを使用します。パルスのタイミングを電子的に変化させることで、プローブを物理的に動かすことなく、材料内部の音響ビームを操向・集束・走査することが可能です。
この多角度スキャン機能により、音響エネルギーは溶接金属の粗大な柱状結晶粒構造を回避しながら伝播でき、散乱を最小限に抑え、内部の溶融不足(lack of fusion)や深部ポロシティを明確な断面像として可視化することが可能になります。
放射線検査
放射線検査は、X線またはガンマ線を用いて部品を透過させ、内部構造の画像をデジタル検出器またはフィルムに投影します。放射線検査は密度差に依存するため、体積空隙、球状ガスポロシティ、異物介在物の検出に非常に高い精度を持ちます。
大規模積層造形における放射線検査の主な制限は部品形状です。非常に複雑または閉鎖された多軸形状では、放射線源とフィルムを適切に配置することが物理的に不可能な場合があります。さらに、重工業部品で一般的な厚肉構造は高エネルギー線源を必要とし、これにより安全管理上の負担が増大します。
浸透探傷試験および磁粉探傷試験
これらの表面検査手法は非常に有効ですが、一般的には部品の前処理または機械加工が必要となります。浸透探傷試験は、表面に液体を塗布し、毛細管現象によって亀裂内部へ浸透させ、その後デベロッパーを適用して欠陥を可視化する方法です。
磁粉探傷試験は、炭素鋼やデュプレックスステンレス鋼などの強磁性材料に磁場を誘導し、鉄粉を用いて表面割れによって生じる磁束漏れを可視化します。これら2つの手法は、重要な溶接止端部(weld toe)や最終機械加工面の健全性を確認する上で不可欠です。
渦電流探傷試験
渦電流探傷試験は、電磁誘導を利用して導電性金属の表面および表面近傍の欠陥を検出します。交流電流を流すコイルが部品内に局所的な磁場を生成し、それによって渦電流が発生します。亀裂や空洞などの不連続部はこれらの電流の流れを妨げ、コイルの電気インピーダンスを変化させます。
渦電流探傷試験は非常に高い感度を持ち、薄い塗装層や非導電性の保護コーティングを通して検査できるという大きな利点があります。そのため、強力な化学洗浄を行わずに部品の検査が可能です。
包括的な非破壊検査(NDT)手法の比較
最適な検査手法を選定するには、検出能力、材料状態、コスト、および物理的アクセス性のバランスを取る必要があります。以下の表は、主要な検査手法の工学的な直接比較を示しています。
| 検査手法 | 対象欠陥領域 | 最適な材料状態 | 材料適合性 | 主な利点 | 主な制限 |
| 目視検査 | 表面のみ | 造形直後および機械加工後の状態 | すべての導電性および非導電性金属 | 低コストであり、造形中にリアルタイムで実行可能 | 表面下および内部欠陥を検出できない |
| フェーズドアレイ超音波 | 体積および内部 | 機械加工または前処理された表面 | 炭素鋼、チタン、ステンレス鋼 | 平面的な溶融不足欠陥に対する高い感度 | 粗大結晶粒構造において高い減衰が生じるという欠点がある |
| 放射線検査 | 体積および内部 | 造形直後および機械加工後の状態 | ほとんどの構造用合金 | 球状ガスポロシティの検出に非常に有効 | 高い安全管理負担および幾何学的アクセス制約 |
| 浸透探傷検査 | 表面開口欠陥のみ | 機械加工面のみ | アルミニウムおよび青銅を含む非多孔質金属 | 簡単な実行と高い可読性を持つ視覚的結果 | 未加工の溶接表面のうねりを完全に除去する必要がある |
| 磁粉探傷検査 | 表面および表面近傍 | 機械加工済みまたは軽微な前処理済みの状態 | 炭素鋼のような強磁性材料 | 汚染物質で満たされた微細な亀裂を検出 |
強磁性金属に厳密に限定される |
| 渦電流探傷試験 | 表面および表面近傍 | 軽微に前処理された表面 | すべての電気導電性金属 | 薄いコーティング層や塗装層を透過して検査可能 | 浸透深さは数ミリメートルに制限される |
私たちは常にWAAM技術の新しい手法や開発を模索しており、R&Dページでその成果をご覧いただけます。
標準NDTワークフロー:造形直後 vs 完全機械加工部品
表面状態は特定の非破壊検査手法の有効性を左右するため、産業用認証プロセスは製造工程の段階に応じて複数のフェーズに分けられます。
フェーズ1:造形直後部品の検査
検査は、ロボットアームが堆積を完了し、部品が周囲温度まで冷却された直後に開始されます。目的は、後工程の仕上げや機械加工に時間と資本を投入する前に、大規模なマクロ欠陥を検出することです。
- 造形後の目視検査:全体の形状は目視または構造化光(Structured Light)システムによってスキャンされ、寸法適合性の確認および目視可能な表面欠陥の検査が行われます。
- 高エネルギー放射線検査:形状プロファイルが許容する場合、造形直後の部品に対して放射線検査を実施し、内部密度を評価し、著しいポロシティ領域や重大な溶融不足領域を特定します。
- ターゲット型未加工表面渦電流検査:技術者は溶接ビードのうねりに追従できる特殊なフレキシブルプローブを使用し、熱応力割れが発生しやすい重要領域をスキャンします。
フェーズ2:機械加工済み部品の検査
部品が応力除去熱処理やCNC切削加工などの後処理を受けると、表面は滑らかになります。これにより、高解像度の非破壊検査(NDT)手法を全面的に適用できるようになります。
- 表面前処理および表面検査:液体浸透探傷または磁粉探傷試験が機械加工された全表面に適用され、特にプリントされた金属と従来の鍛造または鋳造ベースプレートが接合する遷移領域に重点が置かれます。
- フェーズドアレイ超音波探傷検査スキャン:滑らかに機械加工された表面は最適な音響結合を可能にします。技術者は材料タイプに合わせて設計された専用ウェッジを使用し、全体の体積スキャンを実施して、内部構造をミリメートル精度でマッピングします。
- 最終認証および硬さマッピング:重要な構造領域は非破壊硬さ試験を受け、造形後の熱処理が目標とする機械的特性を適切に達成したかどうかを検証します.
これらのフェーズを当社のプロジェクトにどのように適用しているかについて詳しく知りたい場合は、アプリケーションページをご覧ください。
WAAM検査における国際規格および適合性遵守
造形された部品を規制対象分野に導入するためには、製造者は国際標準化機関および船級協会によって策定されたフレームワークを遵守する必要があります。これらの機関は、積層造形プロセスを含めるために従来の溶接および鋳造規格を更新しています。
DNV RP A203およびDNV OS B101
DNVは、海洋およびオフショアエネルギー分野において積層造形部品を認証する主要機関として位置付けられています。推奨規格DNV RP A203は、積層造形によって製造された機器を認証するための明確なガイドラインを提供します。本規格は、非破壊検査のトレーサビリティを含む厳格な試験体制を定めており、部品が従来の鍛造または鋳造部品と同等以上の品質レベルを達成する必要があることを規定しています。
ASMEボイラーおよび圧力容器コード
圧力機器、バルブ、およびマニホールドについては、部品はASMEボイラーおよび圧力容器コードに準拠する必要があり、特に非破壊検査(NDT)に関するSection Vおよび溶接・ろう付け資格に関するSection IXに従う必要があります。ワイヤアークプロセスを認証する際、製造者は適用された非破壊検査手法が、設計コードで規定された最小許容欠陥サイズまで確実に欠陥を検出できることを実証しなければなりません。
その他の主要適用規格
- ISO 17640:超音波技術による溶接の非破壊検査
- ASTM E3029:コンピュータ断層撮影(CT)システムのトレーサビリティおよび性能を検証するための標準実施規格
- AWS D20.1:アメリカ溶接協会(American Welding Society)によって発行された、金属積層造形を用いた部品製作の仕様規格
- NACE MR0175:硫化水素(H₂S)を含むサワーサービス環境に曝される構造材料が、硫化物応力割れ(sulfide stress cracking)を防止するために特別な検査を受けることを保証する規格です。
認証プロセスには、広範な非破壊検査(NDT)データに裏付けられた完全な手順資格記録(Procedure Qualification Record:PQR)が必要であり、これによりロボットセルが数日間にわたる生産ランにおいても再現性のある品質を維持できることが保証されます。当社の認証および高い品質基準について詳しくご覧ください。
デジタル・トレーサビリティおよび検査のためのMetalXLソフトウェアの活用
現代のロボットワイヤ・アーク造形における真の差別化要因は、ソフトウェアが非破壊検査(NDT)プロセスをどれだけ最適化・効率化できるかにあります。従来の製造では、造形後の「盲目的な」検査に依存しており、技術者は潜在的な欠陥を見つけるために数メートル規模の部品全体をスキャンする必要があります。MX3DのMetalXLソフトウェアスイートは、高度なデジタルトレーサビリティを統合することで、この前提を根本的に変革します。
造形プロセス中、MetalXL Liveモジュールはロボット溶接トーチから直接取得される重要なプロセスデータを継続的に監視・記録します。層間温度、ワイヤ送給速度、電流、電圧、トーチ位置などのパラメータはリアルタイムで記録されます。熱スパイクが発生した場合や、層間冷却時間が承認された手順から逸脱した場合、ソフトウェアはその異常の正確な空間座標を記録します。
部品が検査フェーズに入ると、MetalXL Vizモジュールは高解像度のデジタルツインを生成し、記録されたセンサーデータを3Dモデルのジオメトリに直接マッピングします。これにより、非破壊検査(NDT)技術者はプロセス変動が発生した正確な位置を示すマップを得ることができます。
6メートル規模の構造物を網羅的に長時間スキャンする代わりに、検査チームはソフトウェアによって特定された正確な領域に対してのみフェーズドアレイ超音波探傷検査または放射線検査を実施できます。このデータ駆動型アプローチは検査負荷を大幅に削減し、産業認証を加速させ、資産所有者に改ざん不可能な内部品質記録を提供します。
FAQ
ワイヤ・アーク積層造形(WAAM)における非破壊検査(NDT)とは何か?
非破壊検査(NDT)とは、部品に物理的な損傷を与えることなく、造形された金属部品の構造的健全性、内部品質、および機械的健全性を評価するために用いられる分析手法の総称です。
なぜ造形直後の部品では超音波検査が難しいのか?
重なり合った溶接ビードによって形成される特徴的な表面うねりは音響信号を散乱させ、標準的な接触プローブが均一な結合状態を維持することを妨げます。さらに、金属の粗大で異方的な結晶粒構造は高い音響減衰を引き起こします。
ワイヤ・アーク部品は造形中に検査できますか?
はい。インライン検査は、ロボットセルに統合されたビジョンセンサー、レーザープロファイラ、サーマルカメラを用いて実行できます。これらのツールは層ごとに形状の適合性と温度プロファイルを監視し、システムまたはオペレーターが欠陥に即座に対応できるようにします。
金属プリントにおいて溶融不足(lack of fusion)を検出するのに最適な非破壊検査(NDT)手法はどれですか?
フェーズドアレイ超音波探傷検査は、内部の平面的な溶融不足欠陥の検出に非常に有効です。これは、音響ビームを電子的に操向し、複数の角度で集束させることで、平坦な欠陥境界を確実に捉えることができるためです
デジタルプロセスロギングは非破壊検査(NDT)コストをどのように削減するのか?
MetalXLのようなソフトウェアプラットフォームは、正確な製造パラメータをリアルタイムで追跡・記録します。プロセスの逸脱をデジタルツインにマッピングすることで、技術者は欠陥のない領域のスキャンを省略し、高解像度検査を対象領域のみに集中させることができます。当社の技術をご覧ください。




{kind=link}
{kind=link}
{kind=link}
{kind=link}