





WAAMは、溶接ワイヤーとアーク熱源を使用してニアネットシェイプの部品を造形する金属積層造形プロセスです。金属ワイヤーを原材料として使用し、金属部品を層ごとに造形するアディティブ・マニュファクチャリングの一種です。
この製造プロセスでは、電気アークによってワイヤーを溶融し、形成された溶融プールを基材上に堆積させます。WAAMは従来のアーク溶接技術を活用しており、高い堆積速度が特長です。そのため、大型金属部品を比較的高速に製造する用途に特に適しています。
この技術は完全ではなく、WAAMのメリットとデメリットを慎重に比較検討する必要があります。しかし、特定のビジネスケース、要求仕様、プロジェクトにおいては、他のAM方式よりも有効である場合があります。また、鋳造や鍛造などの従来工法に伴う一定の制約を克服できる点で、WAAMが優位性を発揮するケースもあります。
ワイヤーアーク積層造形(WAAM)は、指向性エネルギーを用いたワイヤー供給式の金属積層造形プロセスです。制御された動作と熱管理のもと、電気アークによって溶接ビードを連続的に堆積することで、ニアネットシェイプの大型部品を造形します。
ワイヤーアーク積層造形(WAAM)は、指向性エネルギーを用いたワイヤー供給式の金属積層造形プロセスです。制御された動作と熱管理のもと、電気アークによって溶接ビードを連続的に堆積することで、ニアネットシェイプの大型部品を造形します。 材料 を活用することで、MX3Dはこのアディティブ・マニュファクチャリング手法の可能性と有効性を示しています。対応材料は、ステンレス鋼や高強度鋼から、軽量合金、特殊合金、複合的な合金まで多岐にわたります。すべての造形部品は、最高水準の産業規格および認証要件に準拠して製造され、信頼性とトレーサビリティを確保しています。さらに、 MX3Dは産業グレードの造形部品を供給するだけでなく、大型金属3Dプリンティングに伴う複雑さを解消します。これは、デジタル設計から最終堆積まで、ワイヤーアーク積層造形プロセス全体を効率化する独自ソフトウェア「MetalXL」によって実現されます。
エネルギー、海洋、製造業など、さまざまな産業分野で数多くのWAAMプロジェクトを納入してきた企業として、MX3Dはこの技術がどの領域で優位性を発揮するかを熟知しています。
WAAMを知る:メリット
WAAMはどのような場合に従来工法より優れているのか?
ワイヤーアーク積層造形(WAAM)は、大型金属部品や構造部品の製造において非常に大きなメリットを提供し、市場投入までの時間を大幅に短縮できます。選択する造形材料(合金)やプロセスパラメータによって異なりますが、約2〜12 kg/hの高い堆積速度を実現し、レーザー粉末床溶融結合法を大きく上回ります。これにより、メートル級構造物の迅速な製作が可能となり、設計反復サイクルを短縮し、初号品の納入を加速します。
さらに、低い材料コスト、短いリードタイム、そして非常に大きな造形ボリュームにより、WAAMは従来工法と比較して非常に有効なアディティブ・マニュファクチャリング技術となります。ワイヤー材料はアトマイズ粉末よりも大幅に安価であり、WAAMは最小限の機械加工代でニアネットシェイプを造形できるため、高付加価値合金において部品あたりの材料コストとバイ・トゥ・フライ比を大きく改善できます。これらの実用的なメリットは、小ロット生産における設備投資負担の低減や、補修・交換部品のより迅速な対応につながります。
プロジェクト用途にWAAMが適しているかを評価する際には、部品サイズ、必要な形状解像度、材料認定の要件を考慮する必要があります。WAAMは、細かなディテールよりも、バイ・トゥ・フライ比、材料利用率、ツーリング不要化のメリットが重視されるメートル級のニアネットシェイプ部品、補修、トポロジー最適化構造に最適です。このようなケースでは、WAAMによりリードタイムを数か月から数日または数週間へ短縮でき、新たな金型を製作するのではなく、並列システムを追加することで生産能力を拡張できます。
WAAMは固定された造形チャンバーに制約されないため、長さ6mを超える部品にも対応できます。また、金属粉末が€50〜200/kgであるのに対し、€5〜15/kg程度の低コストなワイヤー材料を使用できる点も大きな利点です。材料利用率も高く、ニアネットシェイプ造形では85〜92%の材料利用率を達成できます。一方、大型ビレットからの切削加工では一般的に10〜30%程度にとどまります。
WAAMは、より迅速で効率的かつ効果的であり、材料ロスの削減にも優れています。
ツーリング、金型、ダイが不要なため、初期投資を最小限に抑えることができます。また、初号品のリードタイムは数日から数週間程度まで短縮され、少量生産における鋳造や鍛造と比較して大幅に短くなります。
WAAMの汎用性は、幅広い合金材料に対応できる点にも表れています。炭素鋼、ステンレス鋼、二相ステンレス鋼およびスーパー二相ステンレス鋼、Inconel、アルミニウム、青銅などに対応可能であり、材料選定は主にワイヤーの入手性と認定プロセスによって決まります。このプロセスでは、中子や金型を必要とせず、内部流路、トポロジー最適化形状、可変肉厚などの設計自由度を実現できます。
生産拡張も容易です。形状ごとに新たなツーリングへ投資するのではなく、並列のWAAMシステムを追加することで生産能力を高めることができます。これらを支えているのは、成熟したアーク溶接技術の知見です。溶接、シールド、パラメータ制御、認定に関する確立された実務ノウハウにより、WAAMは産業用途において堅牢でありながら、技術的にも導入しやすいプロセスとなっています。
WAAMは、見落とされがちな設計面およびサプライチェーン面のメリットももたらします。このプロセスは固定チャンバーを必要とせず、大型の造形領域に対応できるため、長尺部品や大型部品を分割せずに一体造形することが可能になります。これにより、従来工法で必要となるような部品分割、別部品同士の溶接、複雑な組立工程を削減できます。
トポロジー最適化や内部流路は造形プロセス内で直接実装できるため、部品点数や組立インターフェースを削減しながら、構造性能を向上させることができます。生産能力は、各形状ごとに新たなツーリングへ投資するのではなく、WAAMセルを並列に追加することで拡張できるため、生産量の増加に対してより柔軟かつ低リスクに対応できます。さらにWAAMは、ニアネットシェイプのWAAM堆積後に、必要箇所のみCNC仕上げや熱処理を行うハイブリッドワークフローにも適しています。これにより、加工時間と材料ロスを削減しながら、認証対応の機械的特性を実現できます。これらのWAAMの総合的なメリットにより、大型構造部品、補修作業、材料効率とリードタイムが重要となる用途において、WAAMは現実的な選択肢となります。
| メリット | データポイント/詳細 |
|---|---|
| 高い堆積速度 | 材料に応じて2〜12 kg/h(レーザーPBFの0.1〜0.5 kg/hと比較)。MX3Dのアプリケーション事例の平均例として、以下のような数値を挿入できます:9 m/min、1時間、ワイヤー長630 m、密度8,000 kg/m³、ワイヤー断面積0.000001131 m²、体積0.00071253 m³、重量5.7 kg/h |
| 大型造形ボリューム | 長さ6m超の部品に対応可能。造形チャンバーの制約がありません(多くのPBFシステムでは最大400〜500mm程度)。MX3Dの M1システム : 22200 × 14,000 × 1700 mm、最大造形重量750 kg MXシステムは >4m級部品および10トン超のペイロードに対応する構成が可能で、数メートル級部品の一体造形を実現します。 |
| 低い材料コスト | 溶接ワイヤーは€5〜15/kgであるのに対し、金属粉末は€50〜200/kg。標準的なER70S-6ワイヤーとアトマイズ粉末の比較。一般的なワイヤー例:ER70S-6(ワイヤー材料は大型部品における原材料コストを大幅に削減します)。 |
| 高い材料効率 | 約90%の材料利用率。CNC加工では10〜30%程度(切削による材料ロス)。ニアネットシェイプにより後処理を削減できます。 |
| ツーリング不要 | 鋳造(金型・パターン費用€10K〜100K以上)や鍛造(€50K〜500K以上)と比較して、ツーリングコストはゼロです。初品コスト=100個目の部品コストとなります。 |
| 短いリードタイム | WAAMでは初号品を数日から数週間で製造できるのに対し、鋳造・鍛造では数か月を要します。MX3Dのプロジェクトでは、統合されたMetalXLワークフローにより、納期をさらに短縮できます。MX3Dは350kgのインペラを4週間で納入しました。同じ部品を鋳造・鍛造で製作する場合、6〜8か月かかると想定されます。 |
| 幅広い材料対応 | 多くの合金がWAAMに対応可能です。 炭素鋼、ステンレス鋼、二相/スーパー二相ステンレス鋼、Inconel、チタン、アルミニウム、青銅などが含まれます。材料選定は、ワイヤーの入手性と認定プロセスによって決まります。 |
| 設計自由度 | 金型なしで複雑形状を実現できます。内部流路、トポロジー最適化構造、可変肉厚にも対応可能です。 |
| スケーラブルな生産 | WAAMでは、複数のシステムを導入して並列生産を行うことができます。生産能力は、新たなツーリングではなく、並列WAAMシステムを追加することで拡張できます。MX3Dシステムは、モジュール型で24時間365日の産業運用を想定して設計されています。例: MX3DとFramatomeのパートナーシップ |
| 成熟した溶接技術 | WAAMは、数十年にわたるアーク溶接の研究開発成果を活用しています。MX3Dは独自ソフトウェアを提供し、 MetalXLを提供しています。MetalXLは、CAM、Live、Viz機能により、パスプランニング、リアルタイム制御、造形後解析を行い、認定およびトレーサビリティを支援します。 |
WAAMのデメリットと制約
WAAMのデメリットを理解することは、適切な製造判断を行ううえで不可欠です。WAAM技術には、安定した産業グレードの成果を得て機能要件を満たすために、対処・管理・低減すべきプロセス上および技術上の固有の制約があります。MX3Dは、これらの制約に対応するためにさまざまなソリューションを適用し、WAAM技術による造形部品の効率性、信頼性、耐久性を高めています。
堆積直後の表面は通常、Ra 30〜45 µm程度の粗さを示すため、機能面にはCNC仕上げや機械加工が必要となります。また、WAAMの熱影響部では、残留応力や金属組織のばらつきを抑えるため、パス間冷却の制御と熱モニタリングが求められます。MX3Dでは、機械加工をワークフローに組み込み、部品設計時に2〜3 mmの加工代を設定することで、これに対応しています。必要に応じて可能な限りコスト効率よく対応できるよう、世界各国にミリングパートナーを有しています。ミリングが必要かどうかは、用途によって完全に異なります。
解像度もレーザーPBFより低く、層高さは1〜3 mm、実用的な最小形状サイズは約5 mmとなるため、WAAMは微細形状には適していません。MX3Dでは、WAAMを大型構造部位に適用し、複雑で微細な部品にはPBFを組み合わせることで対応しています。部品の直径が約30 cmを超えると、WAAMはレーザーPBFよりも有効性を発揮し始めます。より小さな部品も造形可能ですが、MX3Dではこのサイズを品質上の一つの目安としています。
高い入熱は、残留応力、歪み、金属組織のばらつきを引き起こす可能性があります。MX3Dでは、MetalXL Liveを活用したリアルタイム熱モニタリングと制御されたパス間冷却により、パス間タイミングを最適化してこれに対応しています。形状の複雑性についても制約があります。極端なオーバーハングや内部ラティス構造ではサポート戦略が必要となるため、MX3DではWAAMと機械加工を組み合わせたハイブリッドアプローチや、Design for WAAMガイドラインを適用し、サポートなしでは成立しにくい形状を回避します。
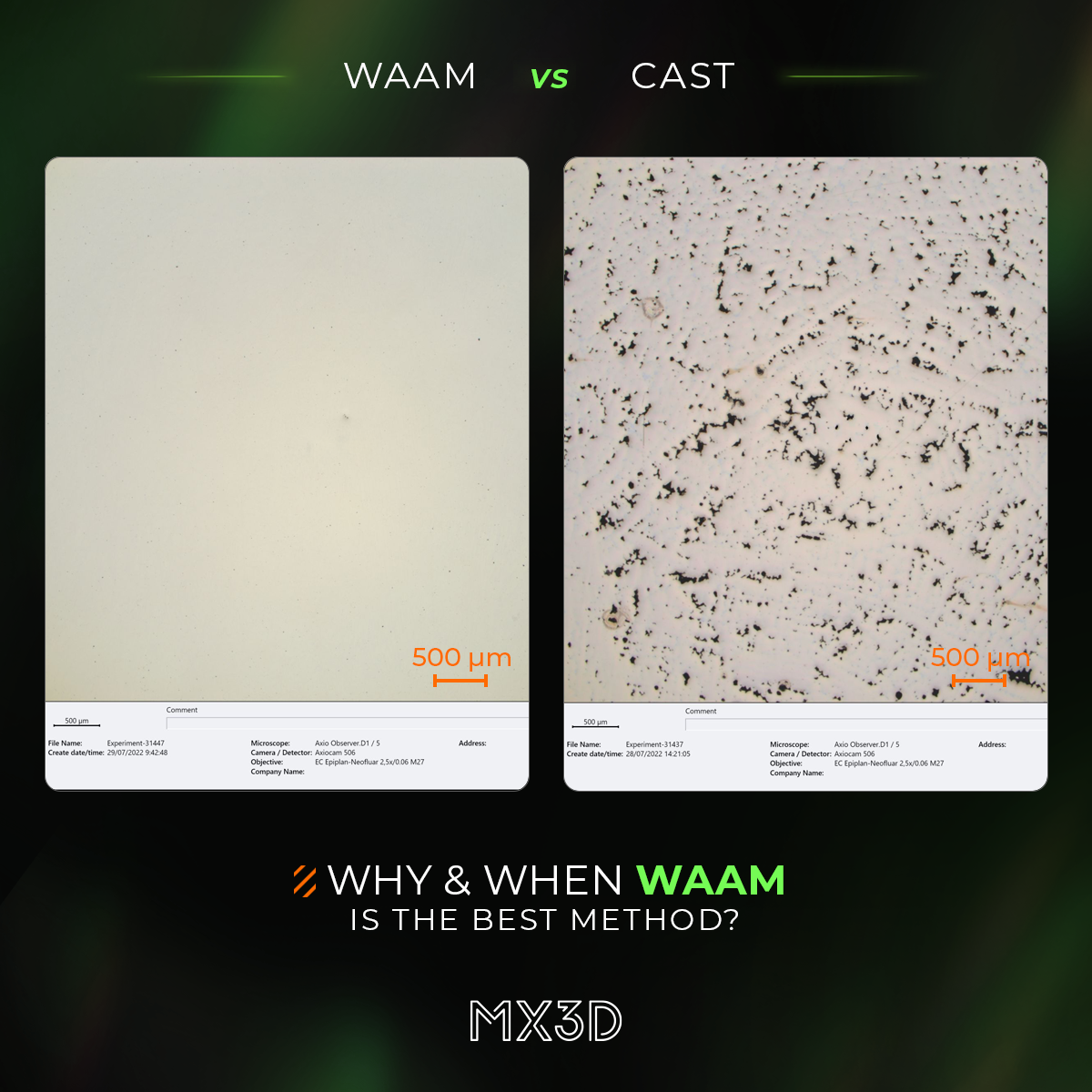
その他のWAAMのデメリットとして、不適切なシールド、ワイヤー品質、パラメータ制御に起因するポロシティリスクも考慮する必要があります。MX3Dでは、最適化されたシールドガスの選定、認定済みワイヤー材料、自動パラメータ調整、必要に応じた熱処理によってこれに対応しています。
CNC加工、熱処理、非破壊検査などの後処理は、重要部品においてコストとリードタイムを追加します。しかし、これらの工程をプロジェクト計画に組み込むことで、最終部品の品質と表面最適化を優先しながら、機械加工量を最小限に抑えることができます。
最後に、ポロシティ、上向き面・天井形状のような複雑形状、後処理コストは実務上の制約となります。しかし、確立された溶接技術、リアルタイム熱制御、WAAMと機械加工を組み合わせたハイブリッドワークフローにより、多くのリスクを抑制・低減できます。
実務上の制約の一つとして、堆積直後の造形物における金属組織の異方性と微細組織の不均一性が挙げられます。層ごとの熱サイクルにより、方向性を持つ結晶粒構造や局所的な特性ばらつきが生じることがあり、重要部品の設計許容値の設定を複雑にします。WAAMワークフローでは、制御されたパス間熱管理、最適化された堆積戦略、対象部位への造形後熱処理、局所ピーニングまたは熱機械処理を組み合わせることで、これらの影響に対応します。さらに、インサイチュモニタリングとクローズドループのパラメータ調整を組み合わせることで、工学仕様を満たす再現性の高い微細組織と機械的特性を実現できます。
또一つの一般的な懸念は、安全性が重視される分野における産業認定とトレーサビリティです。新しい合金に対して認証済みのプロセスウィンドウや材料データを確立するには、時間とコストがかかる場合があります。WAAMは、確立されたアーク溶接の認定手法を活用し、プロセスログと部品履歴によってデジタルトレーサビリティを組み込み、標準化された試験片と非破壊評価を造形サイクルの一部として使用することで、この課題を克服します。これらの手法を検証済みの生産ワークフローに統合することで、 認証リスクを低減し、試作品から認定部品までのプロセスを短縮できます。MX3Dは、最終製品の品質、使用材料、採用技術を認証する幅広い認証パートナーと協力しています。これにより、MX3Dは生産能力、専門性、実施プロジェクトの品質において、業界を代表する企業として位置づけられています。また、リードタイム、24時間365日の造形対応、使用材料の品質、プロセスモニタリング、最終価格に含まれる各種アドオンを含めた購入後サポート、そしてMX3D専門家による継続的なカスタマーサポートの面でも高い価値を提供しています。
これらの対策と戦略を組み合わせることで、WAAMのデメリットや制約を効果的に管理できます。その結果、大型で構造的要求の高い金属部品を安定して製造でき、リードタイムと想定コストを削減し、機械加工を最小限に抑えるためのニアネットシェイプ最適化が可能になります。
実際のトレードオフ
| シナリオ | 鍛造が適しているケース |
|---|---|
| 大量生産 | はい |
| 疲労特性が重要な部品 | はい |
| 標準形状 | はい |
| シナリオ | 最適な選択肢 |
|---|---|
| 大量生産 | 鋳造 |
| 標準的で繰り返し製造される形状 | 鋳造 |
| 1個あたりの低コストが重要な場合 | 鋳造 |
| 小型〜中型部品 | 鋳造 |
| 長期的に設計変更が少ない場合 | 鋳造 |
| 確立されたサプライチェーンがある場合 | 鋳造 |
| 厳しい表面仕上げ要件 | 鋳造 |
鋳造や鍛造などの従来工法と比較して、WAAM技術がどのような場合に優位性を発揮するのかについては、包括的な比較ページで詳しくご確認ください。
WAAMが最適な選択肢となる場合
WAAMのメリットとデメリットを比較したうえで、この判断リストでは、WAAMが他の製造方法よりも優位性を発揮しやすい条件を示します。
WAAMが適している条件
- 部品サイズがいずれかの寸法で500 mmを超える場合
- WAAMが最適な選択肢となる場合
- 生産数量が1〜100個程度の少量〜中量生産の場合
- 対象形状に対応する既存のツーリングや金型がない場合
- Inconelやチタンなど、材料コストが高く、材料効率が重要となる場合
- 試作または初号品を迅速に製作する必要がある場合
- 旧型設備向けの交換部品や予備部品が必要な場合
代替工法を検討すべき条件
- 要求される表面公差が0.1 mm未満の場合:PBFまたは精密CNCを使用
- 1,000個を超える同一部品の大量生産の場合:鋳造または鍛造の方が経済的
- 超微細形状や内部ラティス構造が必要な場合:レーザーPBFを使用
- 部品サイズがPBFチャンバー内に収まり、微細な形状が必要な場合:PBFを使用
WAAMのメリット・デメリットと他工法との簡易比較
| 比較項目 | 比較項目 | 鋳造 | 鍛造 | レーザーPBF | CNC加工 |
|---|---|---|---|---|---|
| 最大部品サイズ | 6m+ | 制限なし(鋳造所による) | 金型により制限 | 約500mm | 機械ベッドにより制限 |
| リードタイム | 数日〜数週間 | 数週間〜数か月 | 数か月 | 数日〜数週間 | 数時間〜数日 |
| ツーリングコスト | €0 | €10K–100K+ | €50K–500K+ | €0 | 治具 |
| 材料コスト | 低い(ワイヤー) | 低い(ビレット) | 低い(ビレット) | 高い(粉末) | 低い(ビレット) |
| 材料ロス | ~10% | ~5% | ~5% | ~5% | 70–90% |
| 表面仕上げ | 中程度(機械加工が必要) | 良好 | 良好 | 良好 | 非常に良好 |
| 形状自由度 | 高い | 中程度 | 低い | 非常に高い | Medium |
| 最適な用途 | 大型構造部品 | 大量生産 | 高強度部品 | 複雑な小型部品 | 精密部品 |
WAAMのメリット・デメリットに関するよくある質問(FAQ)
WAAMのデメリットは何ですか?
WAAMの主なデメリットは、後処理が必要となる粗い表面仕上げ、高い入熱による歪みの可能性、レーザーPBFより低い解像度、そしてパラメータが最適化されていない場合のポロシティリスクです。MX3Dは、統合されたCNC仕上げ、熱モニタリング、自動パラメータ制御によって、これらの課題を低減します。
WAAMは他のAMプロセスと比べてどのようなメリットがありますか?
WAAMの主なメリットには、非常に高い堆積速度、1kgあたりの低い材料コスト、大型造形に対応できる造形ボリューム、そしてツーリング不要という点があります。これにより、WAAMは大型部品において最もコスト効率の高い金属AMプロセスの一つとなります。
WAAMはレーザー3Dプリンティングより優れていますか?
500mmを超える大型構造部品では、WAAMの方が高速かつ低コストです。一方、300mm未満の小型で高精細な部品では、レーザーPBFの方が優れた表面仕上げと微細形状を実現できます。両技術は競合ではなく、補完関係にあります。
ワイヤーアーク積層造形の制約は何ですか?
WAAMの一般的な制約として、最終公差を達成するために後処理が必要となる点があります。また、レーザー方式と比べて層高さが大きく、歪みを防ぐためには熱管理が重要です。中型〜大型の構造部品にはWAAMを、微細形状にはPBFを使用するのが適しています。Common WAAM disadvantages include that parts require post-processing to achieve final tolerances. Layer heights are larger than those of laser systems, and heat management is critical to prevent distortion. Use WAAM for medium to large structural parts and PBF for fine detail.