






アディティブ・マニュファクチャリング(AM)は、一般的に産業用3Dプリンティングとも呼ばれ、デジタル3Dモデルに基づいて材料を層ごとに積み重ねることで、三次元物体を製作するプロセスです。これは、固体ブロックから材料を削り取る切削加工とは異なり、3Dモデルデータから物理的な部品を層ごとに構築する製造プロセス群を指します。
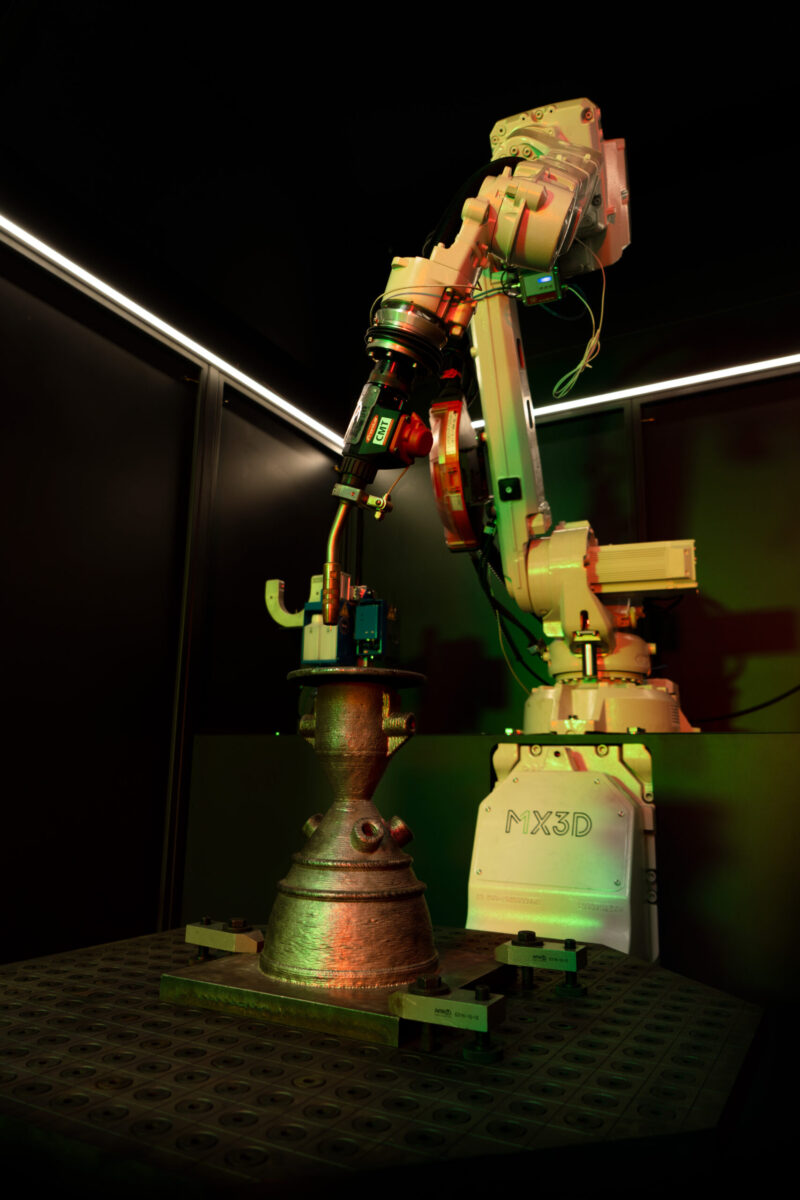
アディティブ・マニュファクチャリングには、ISO/ASTM 52900で定義された7つのプロセスカテゴリーがあり、本記事ではそれらについて詳しく解説します。MX3Dでは、この7つのAMカテゴリーの中でもArc DEDを活用しており、Metal AM M1およびMX Systemsに適用されたロボットWAAM技術により、2014年以降、エネルギー、海洋、自動車、防衛、アート&デザイン、建築分野向けに大型金属AM部品を提供してきました。
アディティブ・マニュファクチャリングの定義
アディティブ・マニュファクチャリング(AM)とは、3Dモデルデータをもとに物理的な部品を層ごとに造形する製造プロセス群を指します。これは、固体ブロックから材料を削り出して形状を作る切削加工とは対照的な方法です。AMはISO/ASTM 52900で標準化されており、同規格では7つのプロセスカテゴリーが定義されています。これらについては後述します。
「Additive(付加)」という言葉は、材料を削り取る「Subtractive(除去・切削)」方式とは異なり、材料を追加していく製造方法であることを示しています。一般的には、3Dプリンティング、ラピッドプロトタイピング、デジタルマニュファクチャリングといった用語が、同じ意味で使われることもあります。
アディティブ・マニュファクチャリングと3Dプリンティングの違いとは?
両者は同じ意味で使われることが多いものの、歴史的には区別があります。従来の業界慣習では、「3Dプリンティング」はデスクトップレベルの試作を指し、「アディティブ・マニュファクチャリング」は本格的な生産用途に対応する産業用プロセスを指していました。
現在では、ISO/ASTMにおいて両者は同義語として扱われています。ただし、実務上は一定の使い分けが残っています。エンジニアは構造部品や量産部品を指定する際に、より包括的な用語であるAMを使用することが多く、一方で3Dプリンティングは日常的で分かりやすい表現として使われています。これにより、3Dプリンティングとアディティブ・マニュファクチャリングの違いに関する一般的な疑問を整理できます。
アディティブ・マニュファクチャリングの仕組み
使用する材料や装置に関係なく、AMプロセスは一般的に以下の5つの標準的なワークフローに沿って進行します。
設計:CADモデルまたはスキャンデータ(STEP、STL、3MF)を作成します。
スライシング/パスプランニング:MetalXL WAAM Softwareのようなソフトウェアを使用し、形状データを機械指令(G-codeまたは同等形式)へ変換します。
造形:装置が材料を層ごとに堆積、焼結、または硬化させ、最終的に完成した造形部品を形成します。
後処理:サポート除去、熱処理、CNC仕上げ、非破壊検査(NDT)などの工程を行います。
認定・品質確認:部品仕様に基づき、寸法、機械的特性、化学的特性などを検査します。最高品質を確保するため、材料は事前に認定され、部品は別途個別に認定・検証される点を理解することが重要です。
注記:大型金属部品の場合、ステップ3〜5はデスクトップ3Dプリンティングとは大きく異なります。WAAMのような産業用AMシステムは、溶接電源、ロボット動作、インラインモニタリングを備えた統合型生産セルです。
アディティブ・マニュファクチャリングの7つのカテゴリー
ISO/ASTM 52900規格では、アディティブ・マニュファクチャリングを7つの明確なプロセスカテゴリーに分類しています。これらを理解することで、特定の材料や用途にどの技術が適しているかを明確にできます。
| カテゴリー | プロセスファミリー | 代表的な材料 | 主な用途 |
| バインダージェッティング(BJT) | 粉末床に液体バインダーを塗布 | 金属、砂、セラミック | 砂型鋳造用金型、金属試作品 |
| 指向性エネルギー堆積法(DED) | 集中エネルギーにより、供給される材料を溶融 | 金属ワイヤーまたは粉末 | 大型部品、補修、クラッディング(WAAMを含む) |
| 材料押出法(MEX) | 熱可塑性樹脂をノズルから押し出し | ポリマー、複合材料 | 試作、最終用途向けポリマー部品 |
| マテリアルジェッティング(MJT) | 光硬化性樹脂の液滴をUVで硬化 | 光硬化性樹脂、ワックス | 高精細試作品、医療モデル |
| 粉末床溶融結合法(PBF) | レーザーまたは電子ビームで粉末を溶融・結合 | 金属、ポリマー | 航空宇宙用ブラケット、医療用インプラント |
| シート積層法(SHL) | シートを接合し、切断 | 紙、金属、複合材料 | 特殊ツーリング、ハイブリッド部品 |
| 液槽光重合法(VPP) | 液槽内の樹脂をUVで硬化 | 光硬化性樹脂 | ジュエリー、歯科、ミニチュア |
バインダージェッティング(BJT):粉末床に液体バインダーを塗布することで造形する方式です。高速性に優れており、砂型鋳造用の型や金属試作品によく使用されます。
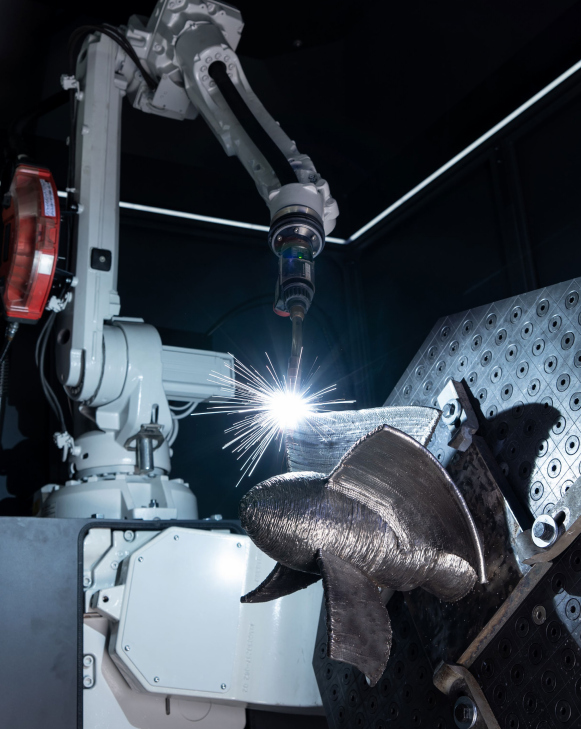
指向性エネルギー堆積法(DED):金属ワイヤーや粉末などの材料を供給しながら、集中エネルギーで溶融して堆積する方式です。このカテゴリーには、ワイヤーベースのDED方式であるWAAM(ワイヤーアーク積層造形)が含まれます。大型部品、補修、クラッディングに適しています。
材料押出法(MEX):加熱されたノズルから熱可塑性樹脂を押し出す方式です。ポリマーや複合材料を用いた試作や最終用途向けポリマー部品の製作に広く使用されています。
マテリアルジェッティング(MJT):光硬化性樹脂の液滴を吐出し、UV光で即時硬化させる方式です。光硬化性樹脂やワックスを用いた高精細試作品や医療モデルに使用されます。
粉末床溶融結合法(PBF):レーザーまたは電子ビームを用いて、金属またはポリマー粉末を溶融・結合する方式です。代表的な用途には、航空宇宙用ブラケットや医療用インプラントがあります。
シート積層法(SHL):紙、金属、複合材料などのシート材を接合し、その後切断する方式です。一般的には特殊ツーリングやハイブリッド部品に使用されます。
液槽光重合法(VPP):液槽内の液体光硬化性樹脂をUV光で選択的に硬化させる方式です。ジュエリー、歯科用途、ミニチュア製作で特に好まれています。
アディティブ・マニュファクチャリングと切削加工の比較
アディティブ・マニュファクチャリングと切削加工は、一般的に競合するものではなく、相互に補完する製造方法です。実際、多くの産業用AM部品は、最終的な高精度公差を達成するために、切削によるCNC仕上げ工程を経ます。従来工法とAMのどちらを選ぶかを判断する際の一般的な目安として、鋳造品や鍛造品でも最終的にCNC加工が必要となる場合、AMはより有効な代替手段となり得ます。特に、リードタイムを短縮できる点が大きな理由です。
| 比較項目 | アディティブ | 切削加工 |
| 出発点 | 3Dモデル | ビレットまたはブロック材 |
| 材料ロス | 約5〜10% | 70〜90% |
| 治具・金型コスト | €0 | 治具、ツーリング |
| 形状自由度 | 高い | 中程度 |
| 表面仕上げ | 後処理が必要となる場合が多い | 機械加工後の仕上がりは非常に良好 |
| 新規部品のリードタイム | 数日 | 数週間(金型・治具が必要な場合) |
| 最適な用途 | 複雑形状、少量〜中量生産 | 高精度形状、大量生産 |
アディティブ・マニュファクチャリングのメリット
アディティブ・マニュファクチャリングには大きなメリットがありますが、どの領域で優位性を発揮し、どの領域では従来工法の方が適しているのかを理解することが重要です。
主なメリット:
設計自由度:AMはトポロジー最適化、内部流路、一体化されたアセンブリの製作を可能にします。
材料ロスの削減:AMの材料ロスは通常5〜10%程度であるのに対し、CNC加工では70〜90%に達する場合があります。
リードタイムの短縮:鋳造や鍛造で金型製作に数か月を要する場合があるのに対し、AMでは数日から数週間で製造できます。
オンデマンド/地域分散型生産:金型・治具への依存をなくします。
部品統合:1つの造形部品で、250点の部品から構成されるアセンブリを置き換えることができます。
軽量化:ラティス構造やトポロジー最適化を活用することで実現できます。
旧型設備向け予備部品:金型を必要とせずに製作できます。
デジタル在庫:予備部品を保管するための倉庫スペースが不要になります。新しい部品が必要になった時点で、いつでも造形を開始できます。
AMの制約と、AMが最適解ではないケース
制約はプロセスファミリーによって大きく異なります。一般的な制約は以下の通りです。
産業用部品では、ほとんどの場合、後処理が必要です。
造形直後の表面仕上げが、そのままCNC加工と同等の精度に達することはほとんどありません。ただし、これは従来工法でも同様に当てはまる場合があります。
規制の厳しい産業や、AM技術の導入が進行中の産業では、認証および品質確認に時間がかかる場合があります。
プロセス選定は非常に重要です。例えば、WAAMは大型金属部品に適しており、PBFは微細な形状表現に優れ、MEXは一般的にポリマー試作に使用されます。
産業分野別の用途
AMの各カテゴリーは、材料要件やスケール要件に応じて、さまざまな産業分野で活用されています。
エネルギー分野(石油、ガス、風力、原子力):AMは、大型圧力部品、インペラ、既存インフラ向け予備部品の製造に使用されています。
海洋分野:用途には、船舶向けのプロペラ、舵部品、オンデマンド予備部品などが含まれます。海洋分野におけるWAAMの詳細については、こちらをご覧ください。
防衛分野:現地生産、ブラケット、高性能合金部品の製造に有効です。
建築・建設分野:構造ノード、ファサード部材、カスタム金属構造物の製作にAMが活用されています。
自動車分野:主に試作、ツーリング、小ロットの高性能部品製作にAMが活用されています。
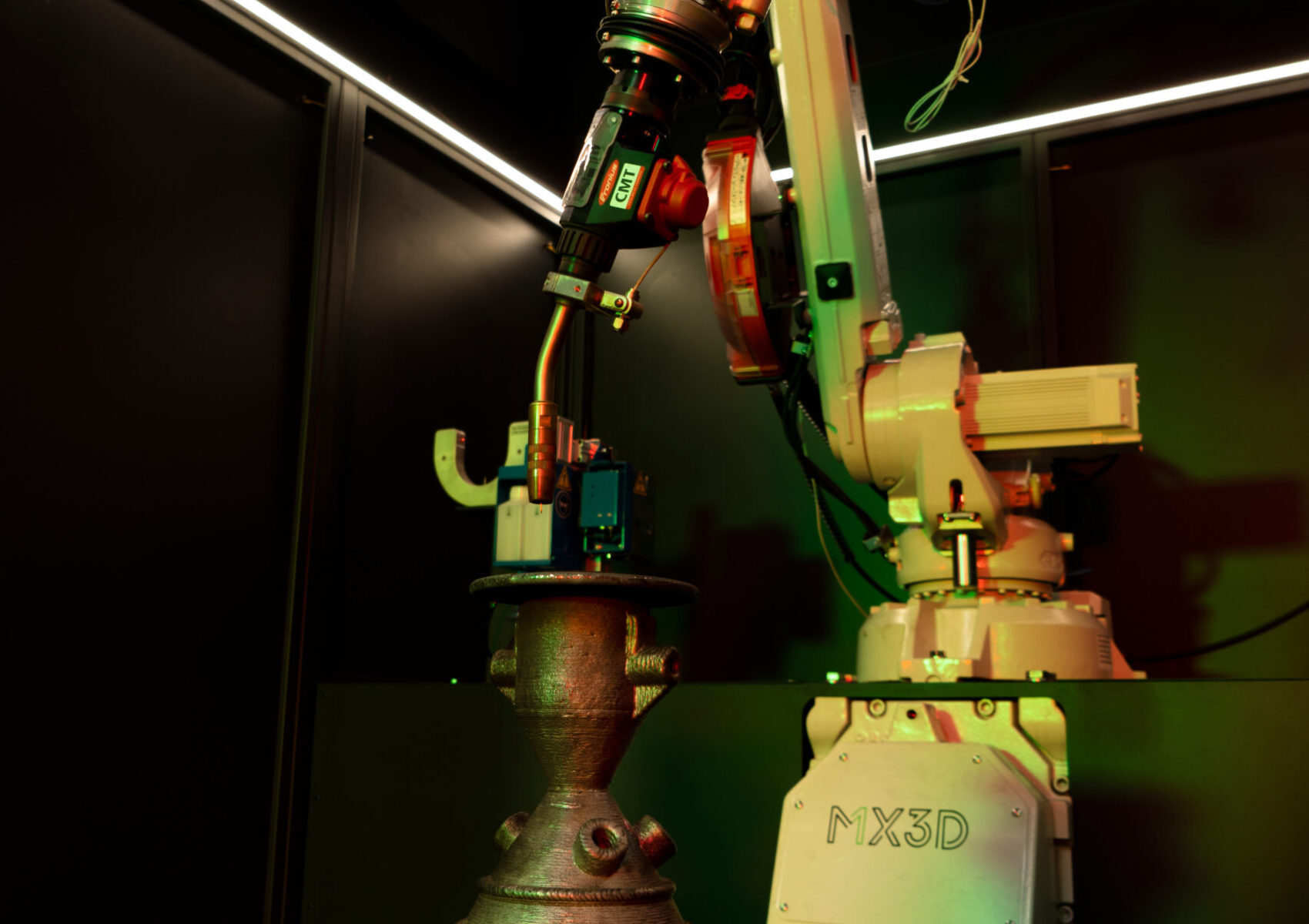
AM分野におけるWAAMの位置づけ
ワイヤーアーク積層造形(WAAM)は、指向性エネルギー堆積法(DED)の中でもワイヤーを使用するプロセスです。
WAAMのようなDEDプロセスを粉末床溶融結合法(PBF)と比較する場合、主な差別化要因はスケールと経済性です。WAAMは大型部品の製造に優れており、100mmサイズの部品から5×5×5mを超える大型部品まで造形できます。また、WAAMの堆積速度は2〜15 kg/hに達し、一般的なPBFシステムの0.1〜0.5 kg/hと比較して大幅に高い生産性を実現します。
さらに、WAAMは標準的な溶接ワイヤー(約€5〜€15/kg)を使用するため、アトマイズ金属粉末(約€50〜€200/kg)と比較して、材料コスト面で大きな優位性があります。
必要な部品が標準的なPBF装置の造形チャンバーを超える場合、短納期が重要な場合、または原材料コストが予算に大きく影響する場合、WAAMは通常、最も経済的に有利なAMプロセスとなります。MX3Dは2014年以降、エネルギー、海洋、防衛、建築分野において、このような大型金属AM部品の提供に特化してきました。
MX3Dが使用するWAAM技術の詳細、およびMetal AM M1・MX Systemsによる24時間365日のオンデマンド造形など、製品・サービスへの適用方法についてご確認ください。
FAQ
アディティブ・マニュファクチャリングを簡単に言うと何ですか?
アディティブ・マニュファクチャリングは、3Dデジタルモデルをもとに、粉末床溶融結合法、材料押出法、ワイヤーアーク堆積などのプロセスを用いて、物理的な部品を層ごとに製作する生産方法です。一般的に金属3Dプリンティングと呼ばれる技術の産業用名称としても使用されます。
3Dプリンティングとアディティブ・マニュファクチャリングの違いは何ですか?
両者は同義語として使われることが多いものの、歴史的には3Dプリンティングはデスクトップ用途や試作用途を指し、アディティブ・マニュファクチャリングは一般的に生産グレードの産業用プロセスを指します。
アディティブ・マニュファクチャリングの7つのカテゴリーとは何ですか?
ISO/ASTM 52900で定義される7つのカテゴリーは、バインダージェッティング(BJT)、指向性エネルギー堆積法(DED)、材料押出法(MEX)、マテリアルジェッティング(MJT)、粉末床溶融結合法(PBF)、シート積層法(SHL)、液槽光重合法(VPP)です。
アディティブ・マニュファクチャリングの主なメリットは何ですか?
主なメリットには、高い設計自由度、材料ロスの削減(5〜10%)、リードタイムの短縮、部品統合、軽量化、旧型設備向け予備部品のオンデマンド製造能力などがあります。
アディティブ・マニュファクチャリングは産業分野でどこに使われていますか?
エネルギー、海洋、防衛・航空宇宙、建築・建設、自動車、医療分野など、さまざまな産業分野で広く活用されています。




{kind=link}